Product Description
Elevating Efficiency: The High-Capacity Bucket Elevator
High-capacity bucket elevators are designed to elevate a variety of bulk materials efficiently and reliably. Engineered for high-volume material handling, these elevators are pivotal in industries where large quantities of materials need to be moved vertically, such as in agriculture, mining, and cement production.
Robust Design for High-Volume Handling
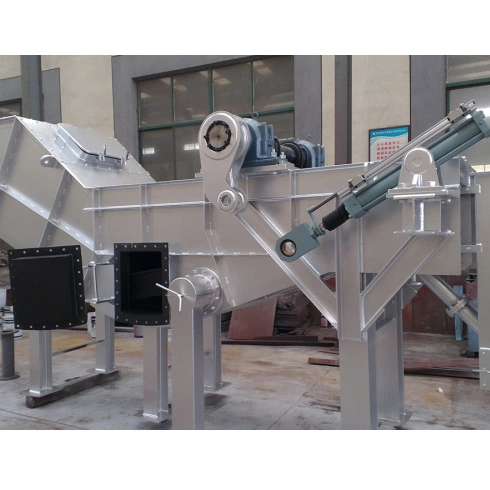
High-capacity bucket elevators feature robust designs to withstand the stress of lifting large amounts of materials. They are constructed with durable materials to handle the wear and tear of daily operation, ensuring longevity and reliability. These elevators can move thousands of cubic feet of materials per hour, demonstrating their efficiency in high-demand situations.
Versatile Material Transport
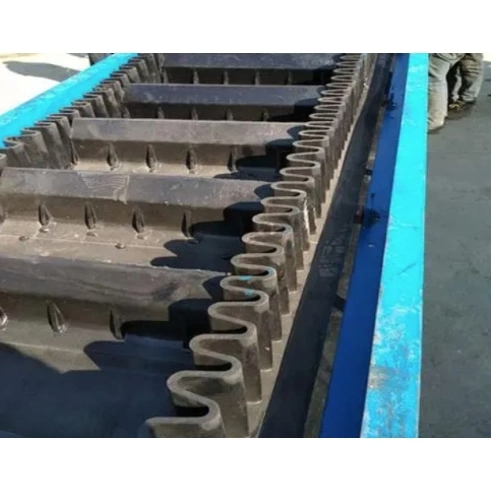
Whether it's grains, coal, aggregates, or raw industrial materials, high-capacity bucket elevators are equipped to handle a diverse range of bulk materials. Their design minimizes material damage during elevation, making them suitable for delicate products like food grains or robust materials like mined ores.
Customization and Integration
Understanding that different industries have varied material handling needs, high-capacity bucket elevators are often customizable. Features like adjustable speed settings, various bucket sizes, and materials like steel or reinforced polymers can be tailored to specific operational requirements. Integration into existing systems is seamless, enhancing overall process efficiency.
Energy Efficiency and Cost-Effectiveness
Despite their large size and high throughput, modern high-capacity bucket elevators are designed to be energy efficient. Innovations in design and motor technology allow these machines to consume less power, leading to cost savings over time. The efficiency of material transport also reduces the need for multiple handling systems, streamlining operations and minimizing operational costs.
Safety and Maintenance
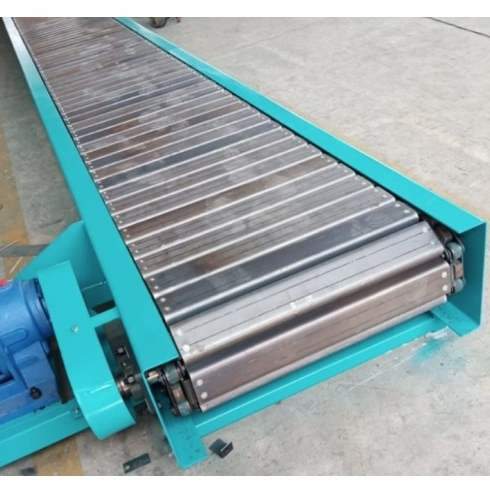
Safety is a paramount concern with high-capacity bucket elevators. Equipped with features like backstop devices, motion sensors, and explosion-proof components, these elevators are designed to protect both the workforce and the materials being transported. Regular maintenance schedules and easy access to wear parts ensure that these elevators can be kept in optimal condition, reducing downtime and extending their service life. Conveyor Machine
Conclusion
High-capacity bucket elevators are a testament to the advancements in material handling technology, offering a blend of efficiency, durability, and safety. They are a crucial component in the infrastructure of various heavy industries, enabling the rapid and reliable vertical transport of bulk materials. With the ability to customize and integrate into larger systems, these elevators represent a vital investment in the operational efficiency of high-volume material handling processes. Dust-Tight Enclosed Bucket Elevator



 Changzhou Cewoo Equipment Co.,Ltd
Changzhou Cewoo Equipment Co.,Ltd