Product Description
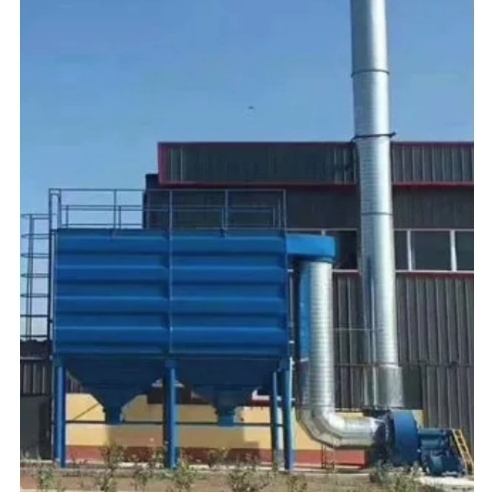
The Bin Roof Dust Collector for the chemical industry is a specialized system designed to address the unique challenges of dust and particulate
matter control in chemical processing environments. This robust solution is engineered to handle the hazardous and often corrosive dust generated in
the production, handling, and processing of chemical materials, ensuring a clean and safe working atmosphere.
Constructed from materials that resist the corrosive nature of chemical compounds, these dust collectors are built to withstand the harsh conditions
often found in chemical plants. They are equipped with filtration systems capable of trapping fine particles, toxic substances, and even reactive
chemical dust, thereby preventing these contaminants from escaping into the environment and protecting the health of workers.
A key feature of these dust collectors is their ability to integrate with the chemical industry's specific requirements. This includes the need for
explosion-proof designs, given the potentially combustible nature of some chemical dust. Advanced sensors and monitoring systems are also
incorporated to detect any rise in dust levels or changes in air quality, triggering immediate corrective actions to maintain safety and compliance
with regulatory standards.
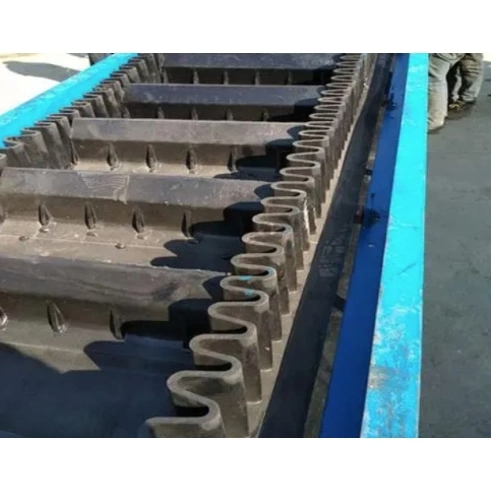
Advanced Filtration System For Bin Roof Collector
Moreover, the bin roof dust collector for the chemical industry is designed for efficiency. It utilizes advanced filtration technologies, such as
HEPA filters or activated carbon layers, to ensure that even the smallest and most harmful particles are captured. This efficiency extends to the
system's operation, with features like automatic cleaning mechanisms that reduce maintenance time and ensure continuous, uninterrupted dust
collection.
Environment Protection Equipments
In addition to their primary function of dust collection, these systems often incorporate features to control emissions and reduce environmental
impact. This includes the treatment of exhaust air to remove hazardous gases and particulates before they are released, further demonstrating the
industry's commitment to environmental sustainability.
In conclusion, the bin roof dust collector for the chemical industry is an essential component in maintaining a clean, safe, and compliant operation.
Its design and functionality reflect the specific needs and challenges of the chemical sector, combining effective dust control with environmental
stewardship and operational efficiency.




 Changzhou Cewoo Equipment Co.,Ltd
Changzhou Cewoo Equipment Co.,Ltd