Product Description
Revolutionizing Material Sorting with Chain Plate Conveyor and Optical Sorting Technology
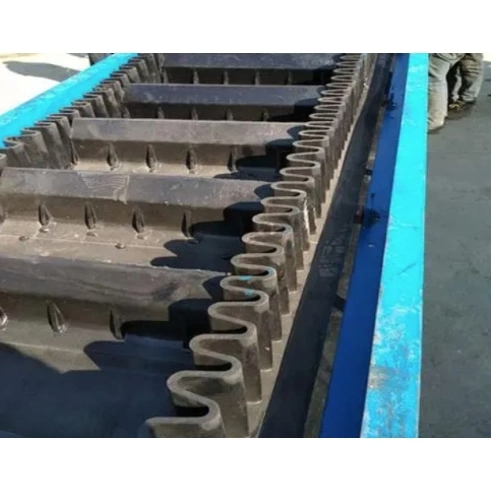
The integration of optical sorting technology with Chain Plate Conveyor Belt represents a significant leap forward in material handling and sorting. This combination offers a sophisticated solution that automates the process of identifying and separating materials based on various characteristics such as color, size, shape, and chemical composition.
Enhanced Sorting Accuracy and Efficiency
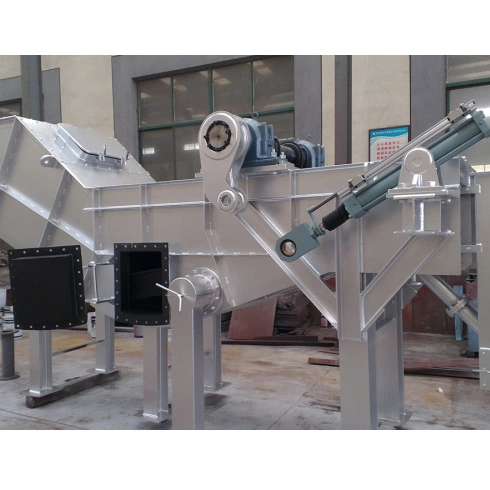
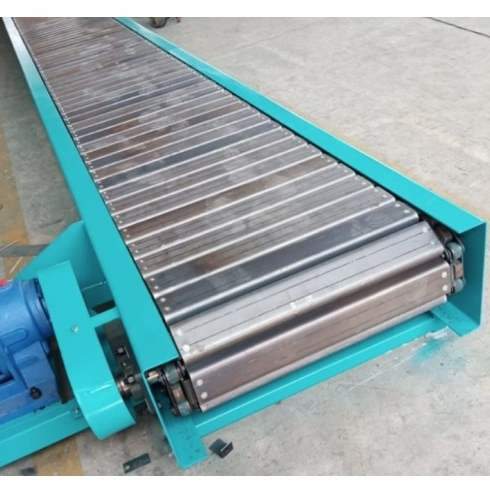
The core of this innovative system Automated Speed Control Chain Plate Conveyor is the optical sorter, equipped with high-resolution cameras and sensors that can rapidly identify materials as they move along the chain plate conveyor. This precision allows for the accurate sorting of materials at high speeds, significantly enhancing operational efficiency and throughput in industries like recycling, food processing, and manufacturing.
Streamlined Process and Reduced Waste
By automating the sorting process, High-Precision Chain Plate Conveyor minimizes manual labor, reduces errors, and increases the speed of operations. This efficiency not only boosts productivity but also significantly reduces waste, as materials are sorted more accurately and can be directed to appropriate recycling or processing streams, enhancing overall sustainability.
Customizable and Versatile Solutions
The flexibility of the chain plate conveyor system, combined with the adaptability of optical sorting technology, allows for a highly customizable solution. This system can be tailored to meet the specific sorting criteria of different industries, handling a wide range of materials from recyclables like plastics and metals to food products and raw materials.
Integration with Existing Systems
The chain plate conveyor with optical sorting can be seamlessly integrated into existing production lines, enhancing current processes without the need for extensive modifications. This integration capability makes it an attractive solution for businesses looking to upgrade their sorting and material handling systems with minimal disruption.
Technological Advancements for Future-Proof Operations
Incorporating advanced algorithms and machine learning, optical sorting technology continues to evolve, improving its ability to learn and adapt to new sorting tasks over time. This adaptability ensures that the system remains effective as materials and sorting requirements change, providing a future-proof solution for businesses investing in this technology.
Conclusion
The chain plate conveyor with optical sorting merges the reliable material handling capabilities of the conveyor system with the advanced sorting technology of optical sensors, creating a powerful tool for industries that require efficient and accurate sorting processes. This innovative system not only enhances productivity and efficiency but also supports sustainable practices by reducing waste and improving material recovery. As technology advances, the potential applications for this integrated system continue to expand, promising ongoing improvements in material sorting and handling.






 Changzhou Cewoo Equipment Co.,Ltd
Changzhou Cewoo Equipment Co.,Ltd